| Symbol | Code/Erklärung | Darstellung | Code/Erklärung |
|---|---|---|---|
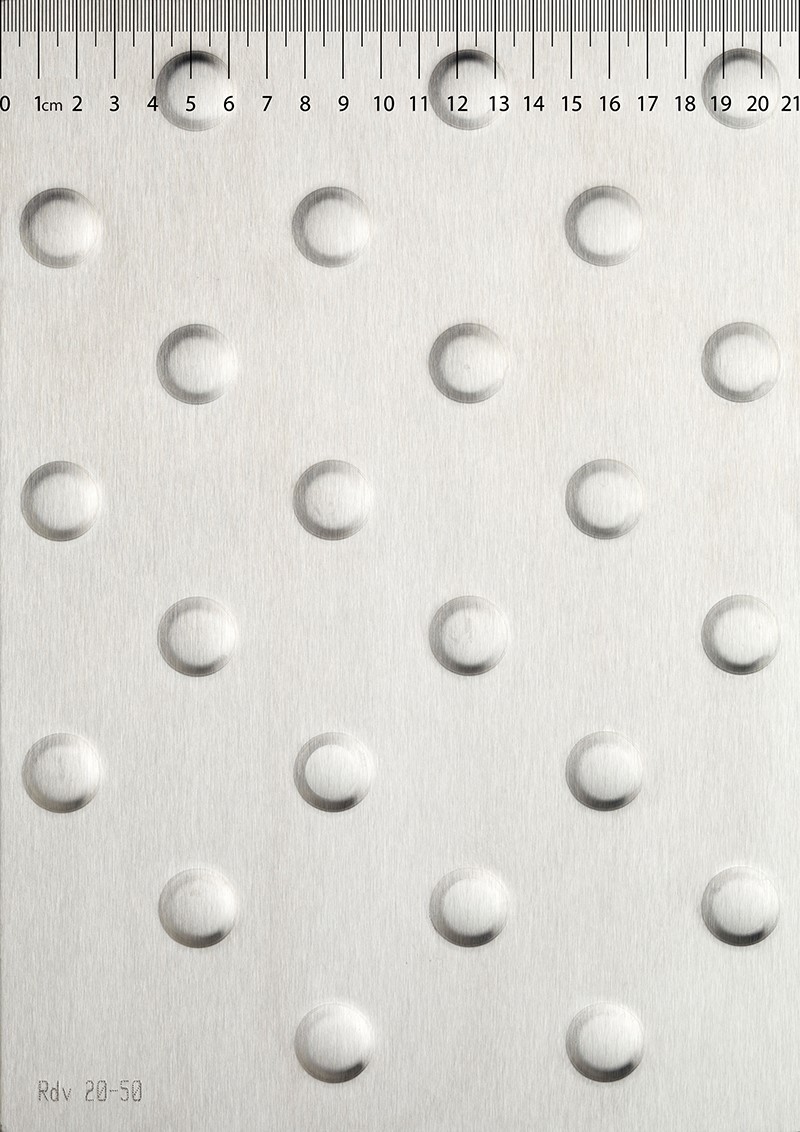
 | R Rundloch |  | Rv Rundlochung in versetzten Reihen |
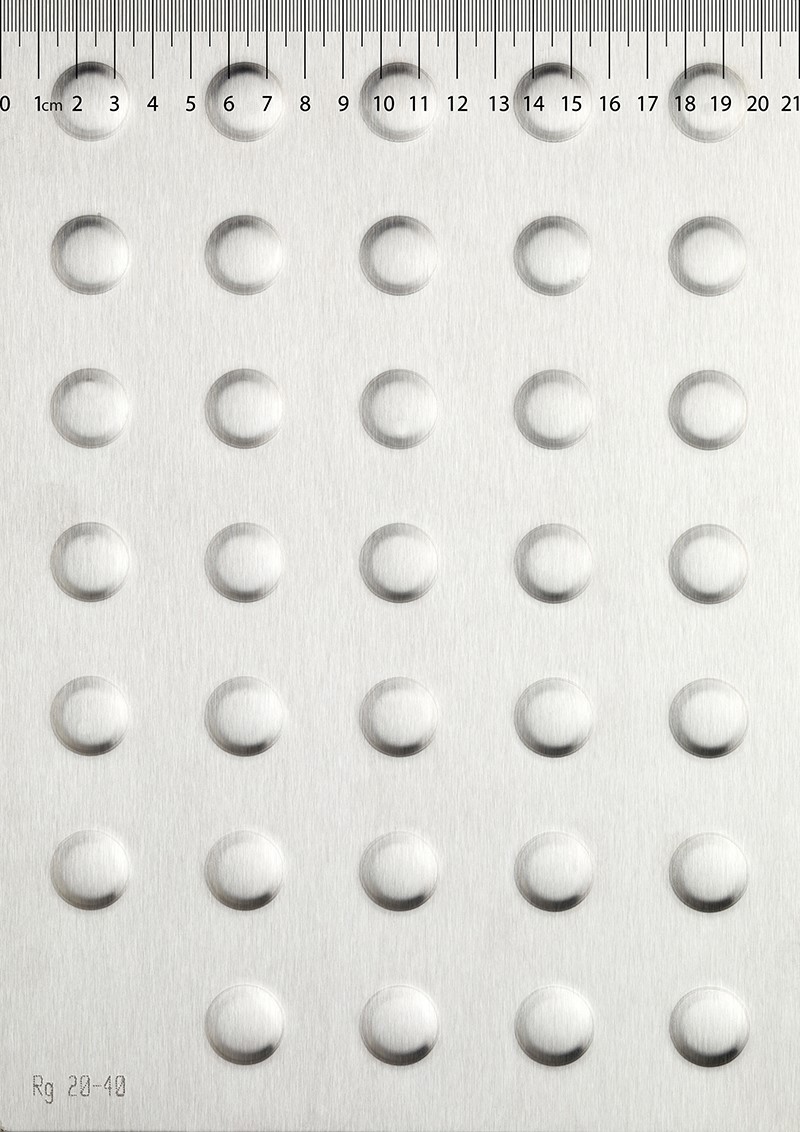
 | Rg Rundlochung in geraden Reihen | ||
 | Rdv Rundlochung in diagonal versetzten Reihen | ||
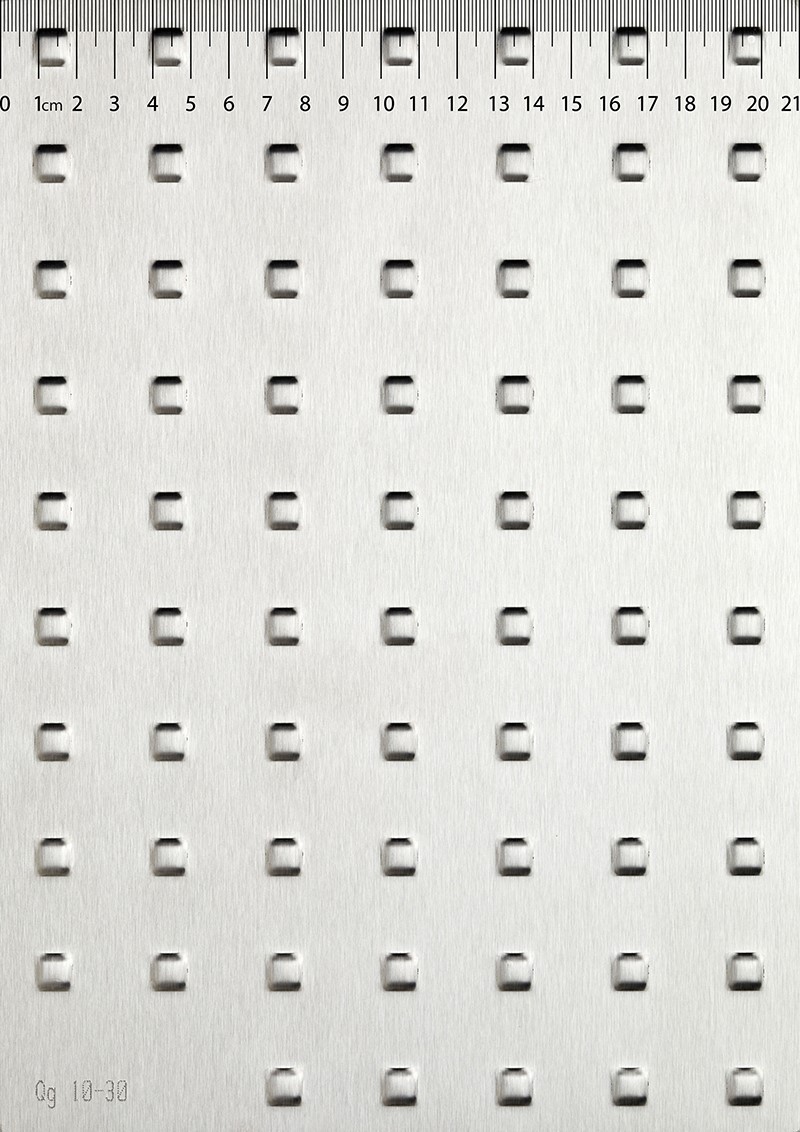
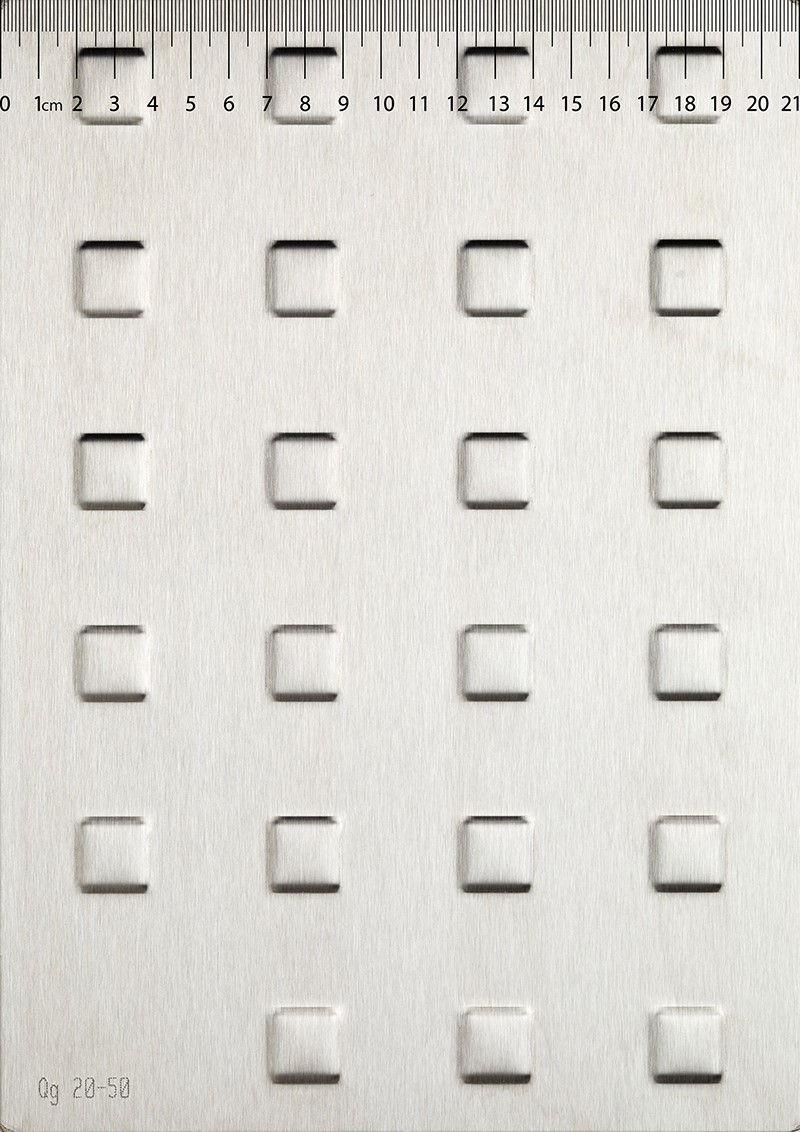
 | Q Quadratlochung Lochseite parallell der Blechseite |  | Qg Quadratlochung in geraden Reihen |
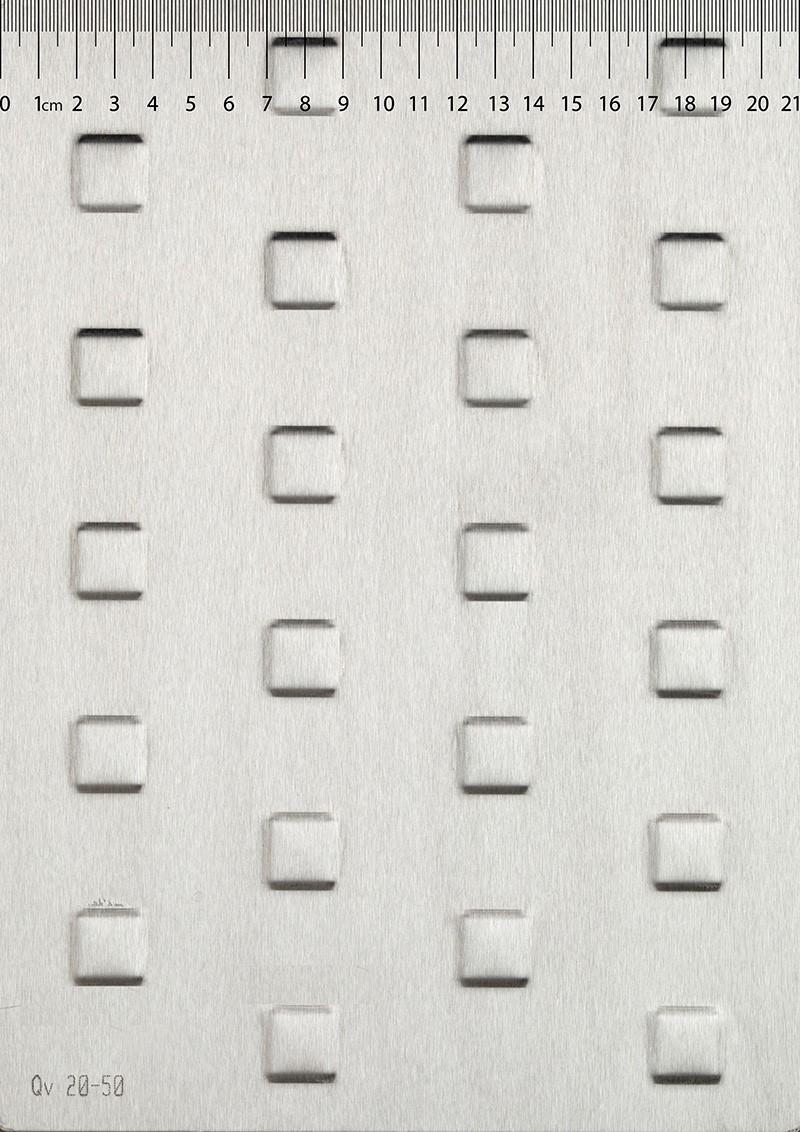
 | Qv Quadratlochung in versetzten Reihen | ||
 | Qd Quadratlochung Lochseite diagonal der Blechseite |  | Qdv Quadratlochung in diagonal versetzten Reihen |
 | L Langlochung mit runden Ecken |  | Lg Langlochung in geraden Reihen |
 | Lv Langlochung in versetzten Reihen | ||
 | Lc Langlochung mit scharfen Ecken |  | Lgc Langlochung, eckig, in geraden Reihen |




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}